滲碳爐檢視原始碼討論檢視歷史
| 滲碳爐 |

{kind=link}
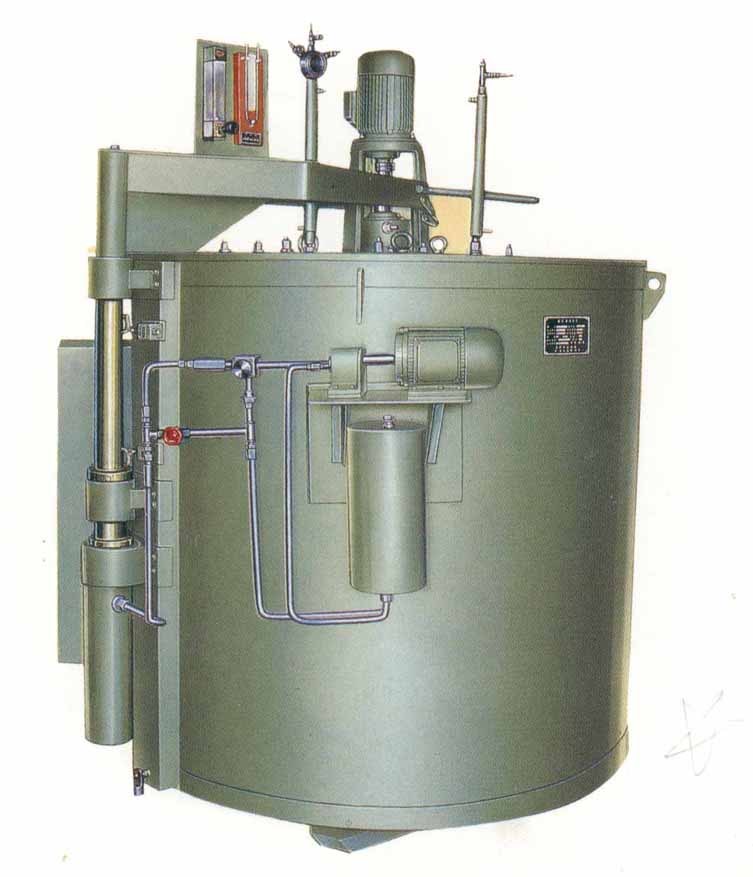
滲碳爐是新型節能周期作業式熱處理電爐。
滲碳爐的熱源選擇有兩種形式。一種是燃料燃燒供熱方式,其中有燃油的,也有燃煤氣的;另一種是電熱式。滲碳爐有間斷式和連續式兩種。
基本信息
中文名; 滲碳爐
外文名; vacuum carburizing furnace
領域; 冶金、機械製造
功能; 加熱、滲碳
分類; 間斷式、連續式
指標; 爐溫均勻性及空爐升溫時間
簡介
真空滲碳是世界最先進的熱處理手段之一,也是近年發展較快的熱處理新技術。與傳統滲碳方法相比,真空滲碳可精確控制碳含量,使滲碳產品具有更好的滲層均勻性和表面質量,且具有節能環保等優點,被廣泛應用於汽車、機械、航空航天等領域。
爐溫均勻性及空爐升溫時間等指標是真空爐加熱性能的主要體現。這些指標主要由真空滲碳爐的核心部件加熱室的結構所決定,其設計是否合理直接影響爐子的使用性能和產品的生產效率。
滲碳爐的熱源選擇有兩種形式。一種是燃料燃燒供熱方式,其中有燃油的,也有燃煤氣的;另一種是電熱式。
滲碳爐有間斷式和連續式兩種。選擇間斷式還是連續式要依據產量、品種、工件尺寸 形狀、滲碳層厚度、投資及管理費用等諸因素加以比較後才能確定。
分類
間斷式滲碳爐
(1) 井式爐,是一種最為簡單的一種滲碳爐,形狀為圓筒形,在爐底或爐頂裝有攪動 風扇。工件和耐熱鋼製的夾具或料筐一起從爐頂用吊車或提升機手動操作裝出爐。
(2)臥式爐,是目前應用使用較廣的一種爐型。就箱式臥式爐而言,淬火油嘴是處在裝出 料裝置和滲碳爐之間。在淬火油槽上部是冷卻間。淬火油槽、冷卻間與滲碳爐構成一個整體。
連續式滲碳爐
(1)推杆式爐,推杆式爐。這種爐子使用較多。爐子設有加熱、滲碳、 擴散和冷卻並均勻4個爐段。為了控制各段的溫度,採用燃煤氣或油的輻射管供熱,在滲 碳段和擴散段裝有爐氣攪動風扇以保證產品質量。裝料小車、裝料門、鏈式門和推料機用 電器連鎖操作。
(2)旋轉鼓形爐。爐膛內沿爐長方向安裝用耐熱 鋼製造的並帶有螺旋片的爐罐,在爐子出料端由旋轉機構驅使其轉動。滲碳是採用氣體滲 碳。
(3)振底式爐,振底式爐內設有 耐熱合金製造的爐板,以吊筋吊裝在 爐膛中,用爐外裝料端的振動裝置使 爐底往復振動,爐底板上的工件邊前 進邊滲碳,完成滲碳後在爐底板的末 端落入淬火槽中。 振底爐同旋轉式鼓形爐一樣,在工件加熱後淬火,所以效率高。落入油槽中的淬火工件由 鏈式提升裝置提出油槽。
(4)網帶式爐,網帶式連續滲碳爐。這種爐型是在爐外裝料 側及爐內出料側設置網帶滾筒,滾筒上表張緊耐熱合金制的無接火網帶,在網帶滾筒之間 還設有支承輥,旋轉這些輥子使網帶上的工件向上運動過程中完成加熱和滲碳後,在出料 側工件順着滑槽落入淬火槽中完成淬火。
用途
滲碳爐是新型節能周期作業式熱處理電爐,主要供鋼製零件進行氣體滲碳。由於 選用超輕質節能爐襯材料(陶瓷纖維)和先進的一體化水冷爐用密封風機,該系列滲碳爐爐溫均勻、升溫快、保溫好 ,工件滲碳速度加快,碳勢氣氛均勻,滲層均勻,在爐壓提高時,亦無任何泄漏,提高了生產效率和滲碳質量。
滲碳爐由爐殼、爐襯、爐蓋升降機構、爐用密封風機、馬弗罐、加熱元件及電控系統等組成 。爐殼由鋼板及型鋼焊接而成。爐襯是由0.6g/cm3高強度超輕質節能耐火磚、硅酸鋁纖維、硅藻 土保溫磚及石棉板砌築而成的節能型複合結構。爐蓋升降機構由電機、齒輪泵等部件組成,當開啟爐蓋 時,只需按下控制箱上的按鈕,爐蓋即以30-70毫米/秒的速度上升。為安全起見,在升降軸上裝設有 兩個行程開關,當爐蓋上升時,下部行程開關自動切斷滲碳爐控制櫃主迴路電源,使加熱元件斷電停止 工作,上部行程開關則限制升降軸升起的高度,以防升降抽升起過高而脫出。
爐用密封風機裝在爐蓋上,供攪拌馬弗罐內的氣氛並使之成分均勻,同時使爐溫趨於均勻。在爐蓋 上還裝有三根工藝管通向爐膛馬弗罐內:一根套管頂端安裝三頭不鏽鋼滴注器,由三頭滴注器向爐內滴注甲醇,煤油或其它有機液體,各種液體均可調節,該套管上的氨氣孔可用來向爐內輸送氨氣作碳、氮 共滲之用(不滲氮時可將此管口封閉);一根套管為取樣管,該套管上部的一管接頭可與"U"型玻璃管壓 力計連接,用來監視爐馬弗罐的作用是維護爐壓,保證滲碳或碳、氮共滲的正常進行,它由耐熱鋼製成 (鑄件)。加熱元件由電熱合金絲繞成螺旋狀,安裝在爐襯內壁上,並通過引出捧引出爐外,滲碳爐溫度 由插入爐膛的熱電偶,通過補償導線將信號傳送給自動控溫櫃,控溫櫃自動控制、調節並記錄爐內的加 熱溫度。滲碳爐配有冷卻桶(選配),用來存放處理後的零件,桶蓋上設有砂封槽。
安全操作規程
一、開爐前準備工作
1、清除爐罐內的碳黑,檢查密封襯墊。
2、檢查循環風扇、電動機,給軸承加潤滑脂、冷卻水套通水。
3、檢查熱電偶位置及油壓提升機構。
4、檢查滴定器、甲醇、煤油儲存器。
二、開爐操作規程
1、合上電源開關。
2、調整儀表(如右圖)
自動控制裝置正常後才允許通電升溫。
3、升溫時,開動風扇。
4、爐溫升到850℃時,開始滴入煤油(或甲醇)。
5、爐溫到需要溫度後,切斷爐子和風扇的電源,才能裝進工件。然後關緊爐門,接通風扇和爐子電源,按範圍操作。
6、工件出爐後,關緊爐蓋,繼續未動風扇,切斷爐子電阻絲電源,滴入少量煤油。
7、爐溫降至850℃時,停止滴入煤油。
8、爐溫降至600℃時,停止風扇,切斷電源開關。
爐罐的使用
由於滲碳爐罐的外側接近電熱元件,溫度較高,可達950一l000度,故要求爐罐具有良好的抗氧化性;爐罐的內側處於滲碳氣氛中,這就要求滬罐又需具有良好的抗滲碳性。同時,還因爐罐的載荷較大,故還要求爐罐具有較高的高溫強度。
爐罐外側的表面氧化剝落,會導致開裂,使爐罐漏氣是失效的主要形式。鑄造缺陷對爐罐的使用壽命影響很大,往往在缺陷處的氧化、開裂機會較多。爐罐輕微開裂後經補焊使用不久,又很快損壞,這主要是由於經氧化、滲碳後焊接性能下降所致。
有時在爐罐口部以下產生環狀裂紋,這與爐罐的結構及該區複雜的應力情況有關。從結構上可以看出,產生環裂區域正是罐內高溫區與上部罐口部分的低溫區之間的過渡地帶,因此,在上、一下部分不同溫度的作用下,該區的熱應.力較大。此外,該區恰恰處於爐罐口部的密封環底部與罐壁
相連接的部分,正處於截面變化部位,由於熱應力和載荷應.力疊加,加上密封環底部又是整個爐罐的支承點,工作時該處應力最大。再則該處又是鑄件的熱節部位,出現鑄造缺陷的可能性較多,因而出現了垂直於應力的環狀裂紋。
爐罐的使用壽命的比較,Cr18Ni25Si2. Cr25Ni20鋼的爐罐使用壽命最高,是Cr18Mn12Si2N鋼爐罐的3倍以上。[1]