焊液檢視原始碼討論檢視歷史
| 焊液 |
 |
{kind=link}
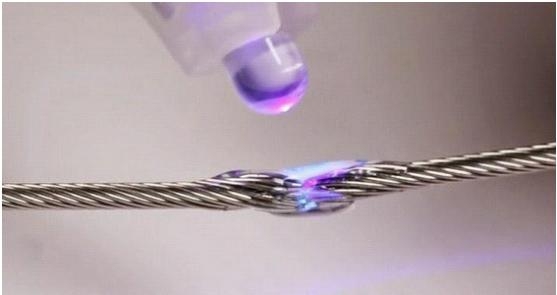
焊液的焊接原理是在一定溫度下使不鏽鋼表面發生局部氧化,使之能與液態錫融為一體,從而達到鋼與鋼之間的焊接。
簡介
中文名:焊液
外文名:Soldering water
基本內容
焊液,(Soldering water;soldering fluid) 傳統不鏽鋼材料的焊接常常採用氬弧焊接。對於一些不鏽鋼小件、薄片,由於焊接溫度過高(1000℃以上),極易產生焊點周邊發黑現象,甚至出現菜花狀缺陷,而人在操作時又要承受一定的電弧輻射;對於一些結構較為特殊的工件,由於工件結構所限,打磨拋光等再處理工序往往比較困難,這是眾多不鏽鋼製品廠家困惑的問題。
通過400℃以下的低溫焊接,就不會出現以上的發黑現象。用電烙鐵焊工件時常用焊錫膏,松香,但只適合焊接銅,鎳等產品,對於不鏽鋼材料就望塵莫及。這裡就引出了一種新型產品――不鏽鋼錫焊液。
不鏽鋼錫焊液的焊接原理是在一定溫度下使不鏽鋼表面發生局部氧化,使之能與液態錫融為一體,從而達到鋼與鋼之間的焊接。這種錫焊技術已開始廣泛使用於不鏽鋼為主的各類製造業當中,它的優點是操作簡便快捷,焊點強度同樣很高,也適用於批量生產的波峰焊接當中,相信在不鏽鋼製品為主的各個行業中,不鏽鋼錫焊液一定占有它的一席之地。
在食品空罐製造和不鏽鋼器具加工業,焊液在焊接中起到了非常重要的作用。
M51-F銅鋁焊液的簡短使用工藝
1)清潔母材表面,並且在焊接處塗抹少量M51-F焊劑。(M51-F焊劑起到破除表面氧化膜,清潔表面,增強熔融焊絲的流動性)
2)用中型火焰預熱樣件直到焊劑呈淡黃,當微沸狀時,表明溫度已經達到工作溫度179度左右(焊劑有指示溫度和防氧化,增強薄層流動性),在加熱母材的時候千萬不要用火去燒焊劑,因為焊劑在火焰的燒灼下會發黑失去破除鋁金屬表面的張力的作用,所以千萬要注意溫度不要燒得特別高,當發現焊接有些發乾或者發黑的時候可以用M51的焊絲沾一些M51-F重新塗在焊接處起到焊接輔助的作用。
3)焊敷萬能51合金,融化焊絲在M51-F的作用下呈現流動性,在被焊處造成局部溫度差以後,熔融M51金屬會朝着溫度高處流動,所以可以根據此特性造成溫度差來達到單面焊雙面成型的漂亮焊縫,該金屬流過連接處,形成光滑整齊的連接。
4)焊好的接頭強度高,密封好,而且可以無限期的使用。
特例情況:當焊接部位必須要用火加熱,並且焊接周圍無熱傳導加熱區域的時候,可以事先不用塗抹M51-F的焊劑,待加熱焊接處達到179度的時候,用M51焊絲沾着焊劑塗焊於焊接處完全靠母材熱傳導熔融即可。[1]
參考文獻
- ↑ 焊道處理液的大概成分是什麼業百科網,2020-08-16