軋製查看源代码讨论查看历史
 |
冶金工程中,軋製,又称滾製(Rolling)或压延,指的是将金属锭通过一对滚轮,透過滾動来为之赋形的过程。[1]
如果压延时,金属的温度超过其再结晶温度,那么这个过程被称为“热轧”,否则称为“冷轧”。压延是金属加工中最常用的手段。
目录
历史
钢铁
其他金属
在十七世紀晚期, 铅的轧机似乎已经存在。十八世紀晚期, 铜和黄铜也被轧制。
现代轧制
现代轧制开始于Henry Cort在英国费勒姆附近的Funtley钢铁厂, 在 1783年, Henry Cort对他的槽纹卷为辗压铁棍注册了专利。这个新的设计, 使得轧机能比用传统的锤子能高出15倍的产量。虽然Henry Cort不是第一个使用有槽轧辊的人,但是他是第一个把冶炼钢铁和轧制成型结合到一起的人,因此人们都称他为现代轧制之父。
冷轧制和热轧制
热轧制
热轧制是在材料的再结晶温度以上发生的一个金属加工过程。在加工过程中,晶粒变形后,晶粒重新结晶, 它保持了一个等轴显微组织, 并防止金属冷加工硬化。开始材料通常是大块的金属, 如半成品铸件, 板坯、开坯和钢坯。如果原料来自连续浇铸, 则原料通常在适当温度下直接送入轧钢厂。对于较小生产规模, 原料开始是室温,所以必须加热。较大的工件在燃料为油气或天然气的均热炉里面加热,较小的工件则在电感应炉里加热。当原料在炉中加热, 必须监测其温度, 以确保材料温度高于金属材料的再结晶温度。为了确保有一定的安全系数,定义原料加热温度必须在再结晶温度以上;该温度值一般比再结晶温度高50℃到100℃。
热轧金属一般在其力学性能和变形引起的残余应力方面几乎没有方向性。但是, 在某些情况下,非金属夹杂物会传递一些方向性, 而小于20毫米厚的工件通常具有某些方向性。此外, 非均匀冷却会引起大量残余应力, 通常出现在具有非均匀截面的形状中, 如工字钢。轧制出的成品表面有氧化皮, 它是在高温下形成的氧化物。通常通过酸洗或表面清洁表面工艺来去除氧化皮。 [10] 最后轧制成品的尺寸公差通常为总尺寸的2到5%。
相比冷轧钢,似乎热轧低碳钢的含碳量范围宽, 因此对铁匠来说更难掌控成品的质量。同样对于类似的金属, 热轧产品的成本一般比冷轧产品的低。
热轧主要用于生产钣金件或有简单剖面的产品, 如铁轨轨道。热轧金属的其他典型用途包括卡车车架、汽车轮毂、管道和管状、热水器、农用设备、皮带、冲压件、压缩机壳体、轨道车辆部件、车轮轮辋、建筑金属结构、铁路漏斗车、门、货架, 光盘, 护栏, 汽车离合器板。
轧制设计
轧机通常分为粗加工、中间加工和精轧。在形状轧制过程中, 初始坯料 (圆形或方形) 的直径通常介于100-140 mm之间, 经过不断轧制变形, 从而产生具有较小截面尺寸和几何形状的成品。从给定的坯料开始, 可以采用不同的顺序来产生不同的最终成品。然而, 由于每个轧机都非常昂贵 (高达200万欧元), 一个典型的要求是合同的数量或轧制通行证。人们已经得到一些解决方法, 包括经验知识, 采用数字模型模拟和人工智能技术。 Lambiase et al利用有限元模型 (FE)预测出通过圆扁轧辊的滚动条的最终形状。设计轧机的主要问题之一是减少轧辊的数量;满足此要求的一个可能的解决方案是拆分传递, 通过增加轧辊的数量来减小每次轧制的剖面缩减率。 用于减少轧机刀路数量的另一种解决方案是使用 Lambiase 和 Langella 提出的自动化轧辊系统。 随后, Lambiase 进一步开发了基于人工智能的自动化系统, 特别是一个集成系统, 包括基于遗传算法的推理引擎基于人工神经网络的知识数据库, 采用参数化有限元模型进行训练, 并对轧机进行优化和自动设计。
冷轧制
冷轧制在金属的再结晶温度之下 (通常在室温)进行, 冷轧通过应变硬化可以提高材料的强度可最高达20%。它还改进表面光洁度并保持更严格的公差。通常冷轧产品包括薄板、条、棒和棒;这些产品通常比热轧的同类产品小。由于工件的小尺寸和其更大的强度, 与热轧制相比, 需要使用集群或高于四辊的轧辊机。冷轧在单一辊筒轧制中胚料减少的厚度要比热轧制要少。
冷轧薄板和带材有多种情况:全硬质、 半硬质、四分之一硬质和外观滚动。全硬质轧制将厚度减少 50%, 而其他硬度的则厚度减少较少。冷轧钢退火后能增加延展性。
光整冷轧能轧制出最少厚度减小量: 0.5-1%。它用于产生平滑的表面, 均匀的厚度, 并减少屈服点现象 (在后续的处理中能防止Luders带的形成)。它在表面上锁定位错, 从而减少了 Lüders 带的形成的可能性。为了避免 Lüders 带的形成, 必须在铁氧体矩阵中增加解除固定位错的密度。它还用于在镀锌钢中分解亮。光整冷轧常常被用于冷轧制之后,因为成品需要有良好的延展性。
其他形状可以是冷轧的, 如果横截面是相对地均匀的, 并且横向尺寸是相对地小的。冷轧形状需要一系列的整形操作, 通常沿着尺寸线、分离线、粗加工、半粗加工和精加工。
如果由铁匠处理, 更平滑、更一致、更低的碳含量的钢材更容易加工, 但原料成本也更高。
冷轧钢的典型用途包括金属家具、办公桌、文件柜、桌子、椅子、摩托车排气管、电脑柜和五金件、家用电器和部件、搁架、照明装置、铰链、油管、钢桶、草坪割草机, 电子橱柜, 热水器, 金属容器, 风扇叶片, 煎锅, 墙壁和天花板安装套件, 以及各种与建筑相关的产品。
工艺
滚弯或板轧制是一种连续的弯曲操作,坯料进过多段轧辊连续轧制得到最终所需形状,是大批量生产的理想选择。主要有3种工艺:4段轧辊,3段轧辊,2段轧辊。每一个都有不同的优势, 根据所需要求轧制出成品。
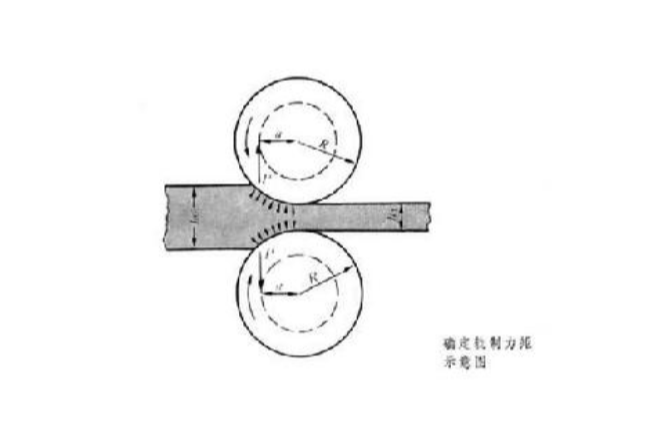
平轧
平轧是最基本最常见的轧制方式。坯料被送到向相反方向旋转的2个辊筒之间,由于辊筒之间的间隙小于板料厚度,所以坯料变薄伸长。最终成型的成品要么是板料(厚度小于6毫米)要么是板材(厚度大于6毫米)。如果坯料很厚,往往倾向用锻压的方法而不是轧制。
辊筒需要加热来辅助轧制加工,同时需要加入润滑剂以防止坯料粘在辊筒上。为了保证轧制成品的质量,需要精确调节轧制的速度和温度。轧制是在多辊轧机中完成的,薄片材轧制需要小直径辊筒。铝箔是最常见的通过多层滚压轧制工艺加工出来的产品,从铝箔的2个面就能看出,光面是辊筒一边,雾滚压面则是另外的一加工滚压的。
环形轧制
环形轧制是一种专门的热轧类型, 用以增加环形的直径。坯料是较厚的环形,坯料放到轧辊之间,一个在环内,一个在环外同时是驱动辊筒,随着轧制加工进行,环形壁厚随之相应减小。环形滚压和形成不同的截面形状。环形轧制产生轴周向的晶粒结构,因此具有较好的力学性能。最终成品最大直径可达8米,圆柱高可达2米。常见的应用有轴承、齿轮、火箭,涡轮机、飞机、管道和压力容器。
成形辊轧
主要文章:成型
受控轧制
受控轧制是集成轧制变形和热处理于一起的热加工类型。轧制加工时,坯料的温度高于材料的再结晶温度之上,这样成型的成品就不要后续的热处理。热处理的类型有控制晶粒结构的;有控制中间转换体的性质,大小和分布(如铁素体、奥氏体、珠光体、贝氏体和马氏体;有诱导沉淀硬化和控制材料的韧性。为达成这一目标,需要要密切监测和控制整个轧制过程。过程中常见的变量有:坯料的成分与结构,变形程度,不同阶段的温度和冷却条件。受控轧制的优势是成品更好的机械性能和节省能源。
锻造轧制
锻造轧制是一种通过纵向轧制来减少坯料的截面积。该工艺主要用于为后续的模具锻造工艺提供优化的材料,因此在模具锻造后,成品会有更好的材料利用率,更低加工力和更好的零件表面质量。
基本上任何可锻造金属都可以锻轧。锻造轧制主要用于预处理加工大尺寸的钢坯料如曲轴、连杆、转向节和车辆车轴等零件。锻轧只能部分达到最窄制造公差。这也是为什么锻造轧制很少用于精加工的主要原因, 主要是预处理加工。
锻造轧制特性:
- 高生产率和高材料利用率
- 锻轧工件表面质量好
- 刀具寿命长
- 工具尺寸小且成本低
- 与纯模锻工件相比, 优化的晶粒流动提高了机械性能
工厂
轧机(也称为还原铣削) 或铣削机具有与所执行的特定类型的滚动无关的公共结构: 轧机 冷轧金属薄板的轧机, 像这块黄铜片
- 工作辊
- 备份辊-旨在提供刚性支持所需的工作辊, 以防止在滚动载荷下弯曲
- 滚动平衡系统-确保上部工作和备份辊保持在适当位置相对于较低辊
- 换辊装置. 使用架空起重机和设计用来附着在轧辊颈部的装置, 以便将其从或插入到磨机中。
- 轧机保护装置-确保适用于备份辊挡的力不是如此巨大, 无法折断辊颈或损坏磨机外壳
- 轧辊冷却和润滑系统
- 齿轮在两个主轴之间划分功率, 以相同的速度旋转, 但在不同的方向
- 传动装置-建立理想的轧制速度
- 驱动马达-轧窄箔产品到上千马力
- 电气控制. 适用于电动机的恒定和可变电压
- 机和 uncoilers-展开和卷起金属线圈
板坯是热轧带钢轧机或板材轧机的进料材料, 在钢坯厂或大型轧机的大断面上, 轧成钢坯。条带轧机的输出是盘绕的, 随后用作冷轧机的进给或直接由制造商使用。钢坯, 为轧钢, 随后在任何一个商人, 酒吧或棒轧机轧制。商人或酒吧磨房生产各种各样形状的产品例如角度、渠道、横梁、圆 (长或盘绕) 和六边形。
參考文獻
- ↑ 鍛造和軋制到底區別在哪裡?權威解答在這裡,kknews