軋製
 |
冶金工程中,軋製,又稱滾製(Rolling)或壓延,指的是將金屬錠通過一對滾輪,透過滾動來為之賦形的過程。[1]
如果壓延時,金屬的溫度超過其再結晶溫度,那麼這個過程被稱為「熱軋」,否則稱為「冷軋」。壓延是金屬加工中最常用的手段。
目錄
歷史
鋼鐵
其他金屬
在十七世紀晚期, 鉛的軋機似乎已經存在。十八世紀晚期, 銅和黃銅也被軋制。
現代軋制
現代軋制開始於Henry Cort在英國費勒姆附近的Funtley鋼鐵廠, 在 1783年, Henry Cort對他的槽紋卷為輾壓鐵棍註冊了專利。這個新的設計, 使得軋機能比用傳統的錘子能高出15倍的產量。雖然Henry Cort不是第一個使用有槽軋輥的人,但是他是第一個把冶煉鋼鐵和軋製成型結合到一起的人,因此人們都稱他為現代軋制之父。
冷軋制和熱軋制
熱軋制
熱軋制是在材料的再結晶溫度以上發生的一個金屬加工過程。在加工過程中,晶粒變形後,晶粒重新結晶, 它保持了一個等軸顯微組織, 並防止金屬冷加工硬化。開始材料通常是大塊的金屬, 如半成品鑄件, 板坯、開坯和鋼坯。如果原料來自連續澆鑄, 則原料通常在適當溫度下直接送入軋鋼廠。對於較小生產規模, 原料開始是室溫,所以必須加熱。較大的工件在燃料為油氣或天然氣的均熱爐裡面加熱,較小的工件則在電感應爐里加熱。當原料在爐中加熱, 必須監測其溫度, 以確保材料溫度高於金屬材料的再結晶溫度。為了確保有一定的安全係數,定義原料加熱溫度必須在再結晶溫度以上;該溫度值一般比再結晶溫度高50℃到100℃。
熱軋金屬一般在其力學性能和變形引起的殘餘應力方面幾乎沒有方向性。但是, 在某些情況下,非金屬夾雜物會傳遞一些方向性, 而小於20毫米厚的工件通常具有某些方向性。此外, 非均勻冷卻會引起大量殘餘應力, 通常出現在具有非均勻截面的形狀中, 如工字鋼。軋制出的成品表面有氧化皮, 它是在高溫下形成的氧化物。通常通過酸洗或表面清潔表面工藝來去除氧化皮。 [10] 最後軋製成品的尺寸公差通常為總尺寸的2到5%。
相比冷軋鋼,似乎熱軋低碳鋼的含碳量範圍寬, 因此對鐵匠來說更難掌控成品的質量。同樣對於類似的金屬, 熱軋產品的成本一般比冷軋產品的低。
熱軋主要用於生產鈑金件或有簡單剖面的產品, 如鐵軌軌道。熱軋金屬的其他典型用途包括卡車車架、汽車輪轂、管道和管狀、熱水器、農用設備、皮帶、衝壓件、壓縮機殼體、軌道車輛部件、車輪輪輞、建築金屬結構、鐵路漏斗車、門、貨架, 光盤, 護欄, 汽車離合器板。
軋制設計
軋機通常分為粗加工、中間加工和精軋。在形狀軋制過程中, 初始坯料 (圓形或方形) 的直徑通常介於100-140 mm之間, 經過不斷軋制變形, 從而產生具有較小截面尺寸和幾何形狀的成品。從給定的坯料開始, 可以採用不同的順序來產生不同的最終成品。然而, 由於每個軋機都非常昂貴 (高達200萬歐元), 一個典型的要求是合同的數量或軋制通行證。人們已經得到一些解決方法, 包括經驗知識, 採用數字模型模擬和人工智能技術。 Lambiase et al利用有限元模型 (FE)預測出通過圓扁軋輥的滾動條的最終形狀。設計軋機的主要問題之一是減少軋輥的數量;滿足此要求的一個可能的解決方案是拆分傳遞, 通過增加軋輥的數量來減小每次軋制的剖面縮減率。 用於減少軋機刀路數量的另一種解決方案是使用 Lambiase 和 Langella 提出的自動化軋輥系統。 隨後, Lambiase 進一步開發了基於人工智能的自動化系統, 特別是一個集成系統, 包括基於遺傳算法的推理引擎基於人工神經網絡的知識數據庫, 採用參數化有限元模型進行訓練, 並對軋機進行優化和自動設計。
冷軋制
冷軋制在金屬的再結晶溫度之下 (通常在室溫)進行, 冷軋通過應變硬化可以提高材料的強度可最高達20%。它還改進表面光潔度並保持更嚴格的公差。通常冷軋產品包括薄板、條、棒和棒;這些產品通常比熱軋的同類產品小。由於工件的小尺寸和其更大的強度, 與熱軋制相比, 需要使用集群或高於四輥的軋輥機。冷軋在單一輥筒軋制中胚料減少的厚度要比熱軋制要少。
冷軋薄板和帶材有多種情況:全硬質、 半硬質、四分之一硬質和外觀滾動。全硬質軋制將厚度減少 50%, 而其他硬度的則厚度減少較少。冷軋鋼退火後能增加延展性。
光整冷軋能軋制出最少厚度減小量: 0.5-1%。它用於產生平滑的表面, 均勻的厚度, 並減少屈服點現象 (在後續的處理中能防止Luders帶的形成)。它在表面上鎖定位錯, 從而減少了 Lüders 帶的形成的可能性。為了避免 Lüders 帶的形成, 必須在鐵氧體矩陣中增加解除固定位錯的密度。它還用於在鍍鋅鋼中分解亮。光整冷軋常常被用於冷軋制之後,因為成品需要有良好的延展性。
其他形狀可以是冷軋的, 如果橫截面是相對地均勻的, 並且橫向尺寸是相對地小的。冷軋形狀需要一系列的整形操作, 通常沿着尺寸線、分離線、粗加工、半粗加工和精加工。
如果由鐵匠處理, 更平滑、更一致、更低的碳含量的鋼材更容易加工, 但原料成本也更高。
冷軋鋼的典型用途包括金屬家具、辦公桌、文件櫃、桌子、椅子、摩托車排氣管、電腦櫃和五金件、家用電器和部件、擱架、照明裝置、鉸鏈、油管、鋼桶、草坪割草機, 電子櫥櫃, 熱水器, 金屬容器, 風扇葉片, 煎鍋, 牆壁和天花板安裝套件, 以及各種與建築相關的產品。
工藝
滾彎或板軋制是一種連續的彎曲操作,坯料進過多段軋輥連續軋製得到最終所需形狀,是大批量生產的理想選擇。主要有3種工藝:4段軋輥,3段軋輥,2段軋輥。每一個都有不同的優勢, 根據所需要求軋制出成品。
平軋
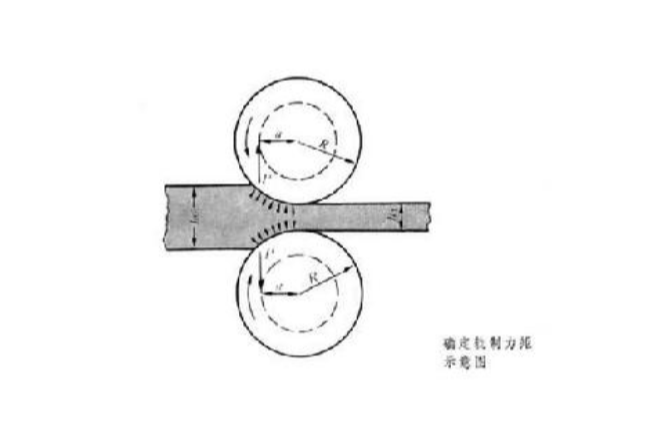
平軋是最基本最常見的軋制方式。坯料被送到向相反方向旋轉的2個輥筒之間,由於輥筒之間的間隙小於板料厚度,所以坯料變薄伸長。最終成型的成品要麼是板料(厚度小於6毫米)要麼是板材(厚度大於6毫米)。如果坯料很厚,往往傾向用鍛壓的方法而不是軋制。
輥筒需要加熱來輔助軋制加工,同時需要加入潤滑劑以防止坯料粘在輥筒上。為了保證軋製成品的質量,需要精確調節軋制的速度和溫度。軋制是在多輥軋機中完成的,薄片材軋制需要小直徑輥筒。鋁箔是最常見的通過多層滾壓軋制工藝加工出來的產品,從鋁箔的2個面就能看出,光面是輥筒一邊,霧滾壓面則是另外的一加工滾壓的。
環形軋制
環形軋制是一種專門的熱軋類型, 用以增加環形的直徑。坯料是較厚的環形,坯料放到軋輥之間,一個在環內,一個在環外同時是驅動輥筒,隨着軋制加工進行,環形壁厚隨之相應減小。環形滾壓和形成不同的截面形狀。環形軋制產生軸周向的晶粒結構,因此具有較好的力學性能。最終成品最大直徑可達8米,圓柱高可達2米。常見的應用有軸承、齒輪、火箭,渦輪機、飛機、管道和壓力容器。
成形輥軋
主要文章:成型
受控軋制
受控軋制是集成軋制變形和熱處理於一起的熱加工類型。軋制加工時,坯料的溫度高於材料的再結晶溫度之上,這樣成型的成品就不要後續的熱處理。熱處理的類型有控制晶粒結構的;有控制中間轉換體的性質,大小和分布(如鐵素體、奧氏體、珠光體、貝氏體和馬氏體;有誘導沉澱硬化和控制材料的韌性。為達成這一目標,需要要密切監測和控制整個軋制過程。過程中常見的變量有:坯料的成分與結構,變形程度,不同階段的溫度和冷卻條件。受控軋制的優勢是成品更好的機械性能和節省能源。
鍛造軋制
鍛造軋制是一種通過縱向軋制來減少坯料的截面積。該工藝主要用於為後續的模具鍛造工藝提供優化的材料,因此在模具鍛造後,成品會有更好的材料利用率,更低加工力和更好的零件表面質量。
基本上任何可鍛造金屬都可以鍛軋。鍛造軋制主要用於預處理加工大尺寸的鋼坯料如曲軸、連杆、轉向節和車輛車軸等零件。鍛軋只能部分達到最窄製造公差。這也是為什麼鍛造軋制很少用於精加工的主要原因, 主要是預處理加工。
鍛造軋制特性:
- 高生產率和高材料利用率
- 鍛軋工件表面質量好
- 刀具壽命長
- 工具尺寸小且成本低
- 與純模鍛工件相比, 優化的晶粒流動提高了機械性能
工廠
軋機(也稱為還原銑削) 或銑削機具有與所執行的特定類型的滾動無關的公共結構: 軋機 冷軋金屬薄板的軋機, 像這塊黃銅片
- 工作輥
- 備份輥-旨在提供剛性支持所需的工作輥, 以防止在滾動載荷下彎曲
- 滾動平衡系統-確保上部工作和備份輥保持在適當位置相對於較低輥
- 換輥裝置. 使用架空起重機和設計用來附着在軋輥頸部的裝置, 以便將其從或插入到磨機中。
- 軋機保護裝置-確保適用於備份輥擋的力不是如此巨大, 無法折斷輥頸或損壞磨機外殼
- 軋輥冷卻和潤滑系統
- 齒輪在兩個主軸之間劃分功率, 以相同的速度旋轉, 但在不同的方向
- 傳動裝置-建立理想的軋制速度
- 驅動馬達-軋窄箔產品到上千馬力
- 電氣控制. 適用於電動機的恆定和可變電壓
- 機和 uncoilers-展開和捲起金屬線圈
板坯是熱軋帶鋼軋機或板材軋機的進料材料, 在鋼坯廠或大型軋機的大斷面上, 軋成鋼坯。條帶軋機的輸出是盤繞的, 隨後用作冷軋機的進給或直接由製造商使用。鋼坯, 為軋鋼, 隨後在任何一個商人, 酒吧或棒軋機軋制。商人或酒吧磨房生產各種各樣形狀的產品例如角度、渠道、橫樑、圓 (長或盤繞) 和六邊形。
參考文獻
- ↑ 鍛造和軋制到底區別在哪裡?權威解答在這裡,kknews